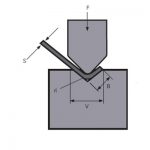
Persrempons / matrijs is verdeeld in bovenste en onderste mallen, die worden gebruikt voor het vormen en scheiden van mallen voor het vormen en scheiden van plaatwerk. De vorm voor het vormen heeft een holte en de vorm voor het scheiden heeft een snijkant. De pons/matrijs van de kantpersmachine heeft een grote invloed op de nauwkeurigheid van het werkstuk. Tijdens het buigproces is de mal het enige dat in contact komt met het werkstuk.
De kantpersmatrijzen van de buigmachine / kantpers zijn L-vormig, R-vormig, U-vormig, Z-vormig, enz. De bovenste matrijs is voornamelijk 90 graden, 88 graden, 45 graden, 30 graden, 20 graden, 15 graden, enz. hoek. De onderste mal heeft een dubbele groef van 4 ~ 18V en een enkele groef met verschillende groefbreedtes, evenals een R-ondervorm, een scherpe hoek ondervorm, afvlakmal, enz.

Ultrahoge precisie
Het is erg belangrijk dat de precisie van de mal de precisie van het werkstuk tijdens het buigproces sterk beïnvloedt. De slijtage van de mal moet voor gebruik worden gecontroleerd. De inspectiemethode is het meten van de lengte van het voorste uiteinde van de bovenste mal tot de schouder en de lengte tussen de schouder van de onderste mal. Voor conventionele mallen moet de afwijking per meter ongeveer ± 0,0083 mm zijn en mag de totale lengteafwijking niet groter zijn dan ± 0,127 mm. Wat betreft de precisieslijpvorm, de precisie per meter moet ± 0,0033 mm zijn en de totale precisie mag niet groter zijn dan ± 0,0508 mm. Voor elektrohydraulische buigmachines of torsie-asbuigmachines wordt over het algemeen aanbevolen om fijne slijpmallen te gebruiken, en conventionele mallen voor handmatige buigmachines.
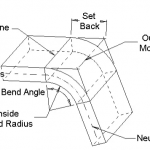
Het gereedschapsgedeelte van de CNC-kantpersmachine zoals hieronder:

Automatische vaste installatie
De bovenste matrijs wordt geïnstalleerd wanneer de schuif naar het bovenste dode punt stijgt en het malklemsysteem kan meerdere mallen op hun plaats houden totdat de klemdruk wordt uitgeoefend.
Hydraulisch klemsysteem
Het hydraulische klemsysteem is de meest effectieve klemmethode. Zowel nieuwe als oude machines kunnen dit klemsysteem gebruiken, wat tijd en kosten bespaart. Als het dragende oppervlak van de oude buigmachine is beschadigd, is het hydraulische klemsysteem de beste keuze om de schade te verhelpen, terwijl ook de efficiëntie van het spannen en installeren wordt verbeterd.

Automatisch op zijn plaats knijpen
Wanneer klemdruk wordt uitgeoefend, wordt de bovenste matrijs omhoog getrokken en automatisch op zijn plaats gedrukt. Dit elimineert de noodzaak om de bovenste mal in de bodem van de mal te drukken tijdens het buigproces.
De keuze van punch/die
Bepaal eerst de dikte van de te buigen plaat. U wilt bijvoorbeeld 0,75 mm tot 6,30 mm dikke platen buigen. Vermenigvuldig vervolgens de dikte van de dunste plaat met 8 om de minimaal vereiste V-matrijsmaat te schatten. In dit voorbeeld is een plaat van 0,75 mm de minimaal vereiste mal, dus 0,75×8=6. Ten derde, vermenigvuldig de dikte van de dikste plaat met 8 om de vereiste maximale V-vormige matrijsmaat te schatten.
8 keer principe
Dat wil zeggen dat de opening van de V-vormige mal 8 keer de dikte van de plaat moet zijn. Vermenigvuldig de dikte van het vel met 8 om de dichtstbijzijnde mal te selecteren. Een plaat van 1,5 mm dik vereist bijvoorbeeld een mal van 12 mm (1,5 x 8 = 12 mm). Als het een plaat van 3,0 mm is, is een mal van 24,0 mm vereist. (3,0×8=24,0). Deze verhouding kan de beste hoekkeuze opleveren, daarom noemen veel mensen het de "beste keuze". De meeste gepubliceerde buigtabellen zijn ook gecentreerd op deze formule.
Regels voor modelselectie
De selectieregel voor het buigen van L-vormige werkstukken is dat er geen regels zijn, bijna elke bovenmatrijs kan worden gebruikt. Dus bij het kiezen van bovenmallen voor een groep werkstukken, kunnen L-vormige werkstukken als laatste worden beschouwd, omdat bijna elke bovenmal ze kan buigen. Bij het buigen van deze L-vormige werkstukken is het aan te raden om bovenmallen te gebruiken die ook andere werkstukken kunnen buigen. Bij het kopen van mallen geldt: hoe minder hoe beter. Dit is niet alleen om de matrijskosten te minimaliseren, maar ook om het aantal benodigde matrijsvormen te verminderen en de installatietijd te verkorten.


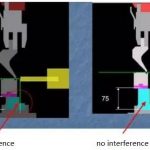
Wanneer het bovenste deel van het werkstuk langer is dan het onderste deel, is een zwanenhalsmatrijs vereist. Wanneer het bovenste gedeelte van het werkstuk korter is dan het onderste gedeelte, is elke bovenste matrijs in orde. Wanneer het bovenste gedeelte en het onderste gedeelte van het werkstuk dezelfde lengte hebben, is een bovenmatrijs met een scherpe hoek vereist. Samengevat hangt de selectieregel voor de bovenste matrijs voornamelijk af van de interferentie van het werkstuk, en daar kan de buigsimulatiesoftware een belangrijke rol spelen. Als het gebruikte systeem de buigsituatie niet kan simuleren, kunt u de tekening met de rasterachtergrond gebruiken om handmatig de interferentie van het bovenvormwerkstuk te controleren, zoals weergegeven in de onderstaande afbeelding.


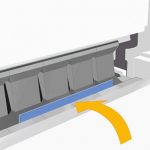
Geen inkepingsvorm
Vrijwel alle typische V-vormige buigmachine mallen laten wat sporen achter op het werkstuk, dit komt doordat het metaal tijdens het buigen in de mal wordt geperst. In de meeste gevallen zijn de markeringen klein of acceptabel. Door de straal te vergroten, kunnen de markeringen worden verminderd. Maar soms zijn zelfs de kleinste markeringen onaanvaardbaar, zoals geverfde of gepolijste platen voor het buigen. Nylon inzetstukken kunnen worden gebruikt om inkepingen te elimineren, zoals weergegeven in de onderstaande afbeelding. Buigen zonder deuken is vooral belangrijk voor vervaardigde vliegtuig- of ruimtevaartonderdelen, omdat het voor inspecteurs moeilijk is om een onderdeel met het blote oog te inspecteren en krassen en scheuren te onderscheiden.

gerelateerde producten
 Hoe de tonnage van de hydraulische persremmachine te kiezen?
Hoe de tonnage van de hydraulische persremmachine te kiezen?- WILA Efficiënte oplossing voor het buigen van middelgrote en dikke platen
- Gebruik vaardigheden van CNC-buigmachine
- Conventionele buigvolgorde en dagelijks gebruik Specificatie van buigmachinevorm:
- Berekening van de buigkracht tijdens vrij buigen van plaatwerkbuigmachine
- Waar zijn kantpersmatrijzen van gemaakt? Wat is kantpersgereedschap?
- Hoeveel soorten hydraulische kantpers?
- Waarom een compensatiesysteem toevoegen aan een kantpersbuigmachine?
- Wat is kantperskrooning?
- Hoe u buigtoelage voor uw kantpers kunt berekenen?