Middelgrote en dikke platen worden op verschillende gebieden veel gebruikt als stressonderdelen, zoals bulldozers, graafmachines, laders, personenauto's en andere bouwmachines en locomotieven. Middelzware en zware platen verwijzen meestal naar metalen platen met een dikte tussen 4,5 en 25 mm. De vormmethoden van middelgrote en zware platen omvatten voornamelijk: vormen van kantpersen, vormen van walsmachines en vormen van perstolken. Buigen (vouwen) is een veel gebruikte en overvloedige methode voor het vormen van productlijnen voor de middelgrote en dikke platen.
De moeilijkheden bij het buigen van platen zijn lange werkstukken, hoge druk, moeilijk vormen, lage efficiëntie en moeilijk te controleren precisie. Het eindresultaat van buigen is een uitgebreide weergave van materiaalparameters, procesparameters en matrijsparameters. Een redelijk ontwerp van deze parameters is de sleutel tot het verbeteren van de buigprestaties van middelgrote en dikke platen.

Het tonnage van kantpers (kantpersbuigmachine)
Het eerste probleem bij het buigen van middelgrote en dikke platen is de tonnageselectie van de kantbankbuigmachine en of het draagvermogen van de armatuur en de mal aan de vereisten voldoet.
De kracht F wordt uitgeoefend door de kantpersbuigmachine om de onderlinge beweging tussen de bovenste en onderste vormen aan te drijven, waardoor de plaat wordt gebogen. Voor het buigen van 90 ° koolstofstalen platen geeft WILA de empirische waarde van de plaatspanningsbelasting, zoals weergegeven in Tabel 1. Wanneer de dikte van het koolstofstaal 20 mm is, kan de onderste matrijs met V = 160 mm worden geselecteerd. Op dit moment is de krachtbelasting van de buigmachine 150t/m.
F=kracht per lengte-eenheid (t/m);
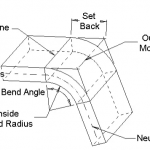
S= materiaaldikte (mm);
ri= buigradius binnenhoek (mm);
V= onderste maat matrijsopening (mm);
B= kortste flensrand (mm) );
aluminium: F×50%;
aluminiumlegering: F × 100%;
roestvrij staal: F×150%;
stempelen en buigen: F× (3 ~ 5)

Zware hydraulische klem
De dragende methoden van WILA heavy-duty bovenste hydraulische klemmen omvatten bovenbelasting en schouderbelasting, en de maximale belasting is respectievelijk 250t/m en 800t/m. Het krachtdragende oppervlak van de armatuur maakt gebruik van CNC-technologie voor diep afschrikken. De Rockwell-hardheid is 56 ~ 60HRC en de verhardingsdiepte is maximaal 4 mm, wat een hoge hardheid en een sterke slijtvastheid heeft. De hydraulische klem maakt gebruik van hydraulische snelle klemming en de uitzetting van de hydraulische slang drijft de beweging van de klempen aan, zodat de mal automatisch wordt geplaatst en de buiglijn automatisch wordt gecentreerd. Voor een buigmal met een totale lengte van 6 meter duurt het slechts ongeveer 5 seconden voordat de hydraulische klemming volledig is vastgeklemd en de uitgebreide gebruiksefficiëntie is 3 ~ 6 keer hoger dan die van het gewone handmatige klemsysteem.

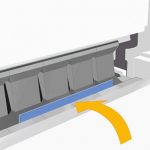
Compensatiewerkbank voor zware machines
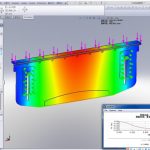
Voor het buigen van middelgrote en dikke platen kan WILA's nieuwe versie van de heavy-duty mechanische compensatietafel niet alleen gemakkelijk aan de belastingseisen voldoen, maar ook de doorbuiging en vervorming van de buigmachine compenseren. De mechanische compensatiewerkbank keurt hydraulische klemmen goed, de oppervlaktenauwkeurigheid kan ± 0,01 mm bereiken, de rockwell-hardheid is 56 ~ 60 HRC en de verhardingsdiepte is maximaal 4 mm. De mechanische compensatiewerkbank gebruikt de universele UPB-installatie-interface van WILA, die eenvoudig te installeren is en een hogere nauwkeurigheid heeft. Het heeft ook zijn eigen Tx- en Ty-richtingsaanpassingen, die ervoor kunnen zorgen dat de werkbank en de achteraanslag parallel blijven in de voor- en achterrichting, en lokale hoekafwijkingscorrectie kan uitvoeren.

Zware buigmatrijs/gereedschappen
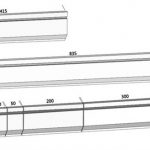
Vanwege de dikte van de plaat worden de onderste mal met grotere opening (V24 ~ V300) en de mal met groter draagvermogen over het algemeen geselecteerd voor het buigen van middelgrote en dikke platen. De totale afmetingen van de mal zijn over het algemeen groot en het gewicht van de mal heeft de normale verwerkingscapaciteit van de operator overschreden. Met behulp van rollagers, stelt WILA's gepatenteerde technologie E2M (Easy to Move) operators in staat om zware buigvormen gemakkelijk, veilig en snel te verplaatsen, waardoor de vormvervanging en machineaanpassing aanzienlijk worden bespaard.
Er kunnen buigvormen met verschillende mesvormen en onderste matrijsopeningen worden geleverd die voldoen aan de behoeften van de klant, zoals rechte messen, zwanenhalskrommen, filetvormen en multi-V-vormen. Door nauwkeurig slijpen van belangrijke onderdelen, is de maatnauwkeurigheid van de mal maar liefst ± 0,01 mm. Door de verwerking van CNC diepe afschrik- en verhardingstechnologie, kan de vormhardheid 56 ~ 60HRC bereiken en kan de diepte van de geharde laag 4 mm bereiken.

Voor het buigen van middelgrote en dikke platen met verschillende plaatdiktes levert WILA ook Multi-V-mallen, die in twee vormen verkrijgbaar zijn: automatisch instelbare V-poort en handmatig verstelbare V-poort, zoals weergegeven in figuur 6. Via de numerieke besturingsmotor of het aanpassingsblok, de V-openingsmaat van de onderste mal kan willekeurig worden aangepast aan de kenmerken van de plaat, wat vooral geschikt is voor het buigen van middelgrote en dikke platen met een hoge rebound en hoge sterkte. Tegelijkertijd wordt de Multi-V-mal geleverd met geharde rollen met een lage wrijvingscoëfficiënt, die de externe vouwen van de buigende delen aanzienlijk kunnen verminderen, en tegelijkertijd kan het buigen met 10% ~ 30% verminderen in vergelijking met de traditionele ondervorm.

gerelateerde producten
 Hoe de tonnage van de hydraulische persremmachine te kiezen?
Hoe de tonnage van de hydraulische persremmachine te kiezen?- Gebruik vaardigheden van CNC-buigmachine
- Het werkingsprincipe en de samenstelling van de CNC-persrembuigmachine:
- Hoe de geschikte matrijs van de kantpersbuigmachine te kiezen?
- Conventionele buigvolgorde en dagelijks gebruik Specificatie van buigmachinevorm:
- Waarom een compensatiesysteem toevoegen aan een kantpersbuigmachine?
- Hoe u buigtoelage voor uw kantpers kunt berekenen?
- China Kantbank buigmachine schimmel
- Waar zijn kantpersmatrijzen van gemaakt? Wat is kantpersgereedschap?
- Voor- en nadelen van kantpersmachines: