Conventionele buigvolgorde
1. Korte zijde eerst en lange zijde eerst: Over het algemeen, wanneer alle vier de zijden gebogen zijn, is het vouwen van de korte zijde eerst en daarna de lange zijde gunstig voor de verwerking van het werkstuk en de montage van de buigvorm.
2. Eerst rand en dan midden: Onder normale omstandigheden begint het meestal vanaf de omtrek van het werkstuk en vouwt het naar het midden van het werkstuk.
3. Eerst gedeeltelijk, dan geheel: Als er enkele structuren binnen of buiten het werkstuk zijn die verschillen van andere buigstructuren, worden deze structuren over het algemeen eerst gebogen en daarna andere delen.
4. Overweeg de interferentiesituatie en regel de buigvolgorde redelijk: de buigvolgorde is niet statisch en de verwerkingsvolgorde moet op de juiste manier worden aangepast aan de buigvorm of obstakels op het werkstuk.

Specificatie voor dagelijks gebruik van buigmachinevorm:
1. Schakel de kracht van de kantbankbuigmachine in, draai de sleutelschakelaar, druk op de oliepomp om te starten, de oliepomp van de buigmachine begint te draaien en de machine is nog niet begonnen te werken.
2. De slagaanpassing vereist een proefdraaien wanneer de buigmachinemal officieel wordt gestart. Wanneer de bovenste matrijs van de buigmachine naar de bodem daalt, moet er een opening van plaatdikte zijn. Anders zal het de mal en de machine beschadigen. De slagverstelling heeft ook elektrische snelverstelling en handmatige fijnverstelling.
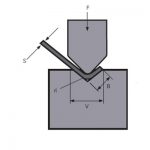
3. Voor de selectie van de inkeping van de buigmachinevorm wordt over het algemeen een inkeping van 8 keer de breedte van de plaatdikte gekozen. Als u een plaat van 4 mm buigt, moet u een sleuf van ongeveer 32 kiezen.

4. Controleer de overlap en stevigheid van de bovenste en onderste mallen van de buigmachine; controleer of de positioneringsapparaten voldoen aan de vereisten om te worden verwerkt. Controleer regelmatig de overlap van de bovenste en onderste mallen; of de instructies van de manometer voldoen aan de voorschriften.
5. Wanneer de plaat wordt gebogen, moet deze worden samengedrukt om te voorkomen dat de plaat tijdens het buigen optilt en de operator pijn doet.
6. De voeding moet worden afgesneden bij het afstellen van de plaatmetaalmatrijs en de bewerking moet worden gestopt.
7. Bij het veranderen van de opening van de onderste matrijs van de variabele buigmachine, mag er geen materiaal in contact komen met de onderste matrijs.
8. Het is verboden om buigmachinematrijzen te gebruiken om te dikke ijzeren platen of geharde stalen platen, hoogwaardig gelegeerd staal, vierkant staal en platen te buigen die de prestaties van de plaatmetaalbuigmachine overschrijden om schade aan de werktuigmachine te voorkomen .
9. Zet de buigmachine uit en plaats houten blokken op de onderste mallen onder de cilinders aan beide zijden om de bovenste schuifplaat op de houten blokken te laten zakken. Verlaat eerst het besturingssysteemprogramma en sluit vervolgens de stroomtoevoer af.

gerelateerde producten
 Veilige bedieningsregels van hydraulische persmachine
Veilige bedieningsregels van hydraulische persmachine- Hoe de geschikte matrijs van de kantpersbuigmachine te kiezen?
- Gebruik vaardigheden van CNC-buigmachine
- WILA Efficiënte oplossing voor het buigen van middelgrote en dikke platen
- Hoe de tonnage van de hydraulische persremmachine te kiezen?
- Veelvoorkomende fouten en probleemoplossingsmethode voor hydraulische pers met vier kolommen
- Reparatie van veelvoorkomende storingen van hydraulische knipmachines en onderhoud van het oliecircuitsysteem
- Waarom een compensatiesysteem toevoegen aan een kantpersbuigmachine?
- Wat is kantperskrooning?
- Hoe u buigtoelage voor uw kantpers kunt berekenen?