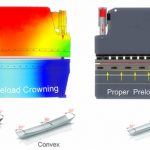
De CNC-buigmachine is een belangrijke uitrusting bij de verwerking van plaatmetaal en de nauwkeurigheid van het werk heeft een directe invloed op de buignauwkeurigheid van het werkstuk. Tijdens het buigproces van het werkstuk wordt de kantpersmachine aan beide uiteinden van de schuif onderworpen aan de grootste kracht en de reactiekracht tijdens het buigen van de plaat veroorzaakt concave vervorming op het onderoppervlak van de schuif. De vervorming van het middelste deel van de schuif is het grootst, en de uiteindelijke buighoek van het werkstuk. De maat varieert over de gehele lengte.
Werkbank-volledige belasting-vervorming


Om de nadelige effecten veroorzaakt door de vervorming van de schuif te elimineren, is het noodzakelijk om de doorbuigingsvervorming van de schuif te compenseren. De gebruikelijke compensatiemethoden omvatten hydraulische compensatie en mechanische compensatie, die beide ervoor zorgen dat het midden van de werktafel opwaartse elastische vervorming produceert om te compenseren.


Grafiek voor analyse van schimmelveiligheidsfactoren

Twee compensatiemethoden:
1. Hydraulische compensatie
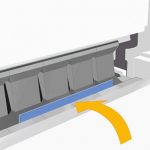
Het hydraulische automatische afbuigingscompensatiemechanisme van de werkbank bestaat uit een groep oliecilinders die in de onderste werkbank zijn geïnstalleerd. De positie en grootte van elke compensatiecilinder zijn ontworpen volgens de deflectiecompensatiecurve van de schuifregelaar en de eindige-elementenanalyse van de werkbank. De hydraulische compensatie is de uitstulpingcompensatie van de neutrale versie die wordt gerealiseerd door de relatieve verplaatsing tussen de voorste, middelste en achterste drie verticale platen. Het principe is om de uitstulping te realiseren door de elastische vervorming van de stalen plaat zelf, zodat de compensatiehoeveelheid kan worden aangepast binnen het elastische bereik van de werktafel.

2. Mechanische compensatie:
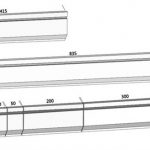
De mechanische compensatie bestaat uit een reeks uitstekende schuine wiggen met hellende oppervlakken, en elke uitstekende wig is ontworpen volgens de deflectiecurve van de schuifregelaar en de werktafel op basis van de eindige elementenanalyse. Het numerieke controlesysteem berekent de vereiste compensatiehoeveelheid volgens de belastingskracht wanneer het werkstuk wordt gebogen (deze kracht zal de doorbuiging en vervorming van de schuif en de verticale plaat van de werktafel veroorzaken), en regelt automatisch de relatieve beweging van de convexe wiggen om effectief compenseer de doorbuigingsvervorming die door het glijdende blok wordt geproduceerd en de verticale plaat van de werktafel kan het ideale buigende werkstuk verkrijgen. De mechanische doorbuigingscompensatie wordt gerealiseerd door de positie te regelen om "pre-bumping" te bereiken. Een set wiggen vormt een lijn in de lengterichting van de werktafel. De curve met dezelfde doorbuiging maakt de opening tussen de bovenste en onderste mallen consistent tijdens het buigen, waardoor dezelfde hoek van het buigende werkstuk in de lengterichting wordt gegarandeerd.


gerelateerde producten
 Veelvoorkomende mechanische storingen en onderhoud van kantpersbuigmachines
Veelvoorkomende mechanische storingen en onderhoud van kantpersbuigmachines- China Kantbank buigmachine schimmel
- 4 stappen om het E21-systeem van CNC-plaatmetaalbuiger te kennen
- Wat is kantperskrooning?
- Hoe de tonnage van de hydraulische persremmachine te kiezen?
- Waar zijn kantpersmatrijzen van gemaakt? Wat is kantpersgereedschap?
- Hoe u doorbuigingscompensatie kunt maken voor CNC-plaatmetaalbuiger?
- Gebruik vaardigheden van CNC-buigmachine
- Hoeveel soorten hydraulische kantpers?
- Hoe de geschikte CNC hydraulische persremmachine te kiezen?