De tonnage verwijst naar de buigdruk tijdens het buigen.
Het buigen wordt uitgevoerd op een machine die een kantpersmachine wordt genoemd en die een handmatige en automatische modus heeft. Voor verschillend plaatmateriaal en plaatdiktes is er een reeks modellen van 30T tot 2200T beschikbaar. De buighoek wordt bepaald door de diepte waarop het plaatwerk in de onderste matrijs wordt gedrukt. Deze diepte wordt nauwkeurig geregeld om de gewenste buiging te bereiken. De hydraulische kantpersmachine is meestal uitgerust met een set standaard mallen. Speciale werkstukken moeten worden aangepast met speciale mallen. De keuze van het matrijsmateriaal hangt af van de productiehoeveelheid, het plaatmateriaal en de buiggraad.
Het eerste probleem bij het kiezen van een kantpersmachine die u tegenkomt, is hoe u de buigdruk berekent, die bepaalt hoeveel tonnage u nodig heeft om een plaatstalen kantpers te kopen. Wanneer mensen de tonnage van de hydraulische plaatbuigmachine berekenen, kunnen ze meestal de volgende tonnagegrafiek van de buigmachine volgen.
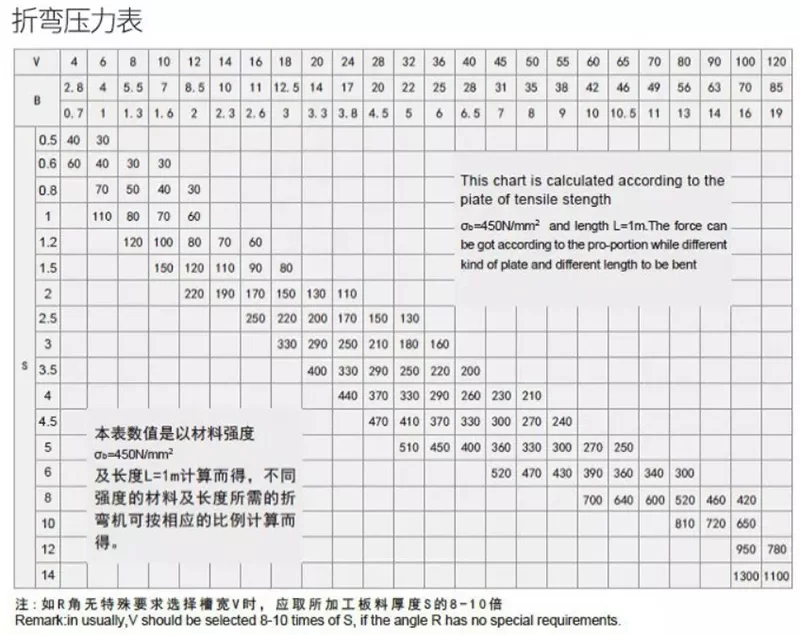
De waarde in de grafiek is de buigdruk wanneer de lengte van de plaat één meter is:
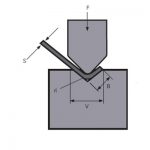
Bijvoorbeeld S=4mm L=1000mm V=32mm, Controleer de tabel P=330KN. Deze grafiek wordt berekend volgens de plaat met treksterkte en lengte L=1m. De kracht kan worden verkregen in overeenstemming met het aandeel, terwijl verschillende soorten platen en lengtes moeten worden gebogen. Bij het buigen van andere materialen is de buigdruk het product van de gegevens in de tabel en de volgende coëfficiënt.
Brons (zacht): 0,5; Roestvrij staal: 1,5; aluminium (zacht): 0,5; chroom-molybdeen staal: 2.
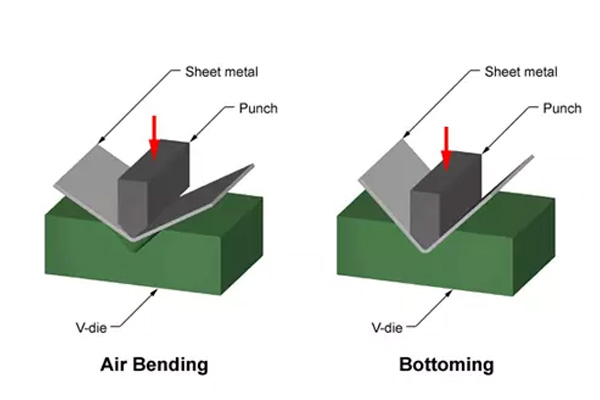
De kracht die nodig is om een dunne metalen plaat te buigen, wordt berekend met de V-buigingsmethode, dat wil zeggen dat de dunne plaat met een V-vormige pons in de V-vormige matrijs wordt gedrukt. De buigkracht kan worden berekend door plaatdikte, matrijsopening, buiglengte en treksterkte van het materiaal. De matrijsverhouding kan worden ingevoerd om de matrijsopening te berekenen, meestal 6 tot 12 keer de plaatdikte. Over het algemeen, wanneer de dikte 0-3 mm is, gebruiken we 6 keer de plaatdikte. Wanneer de dikte 3-10 mm is, gebruiken we 8 keer de plaatdikte. Wanneer de dikte meer dan 10 mm is, gebruiken we 12 keer de plaatdikte. Vervolgens kunt u op basis van het berekende tonnage een geschikte plaatbuigmachine selecteren.
Geschatte berekeningsformule van buigdruk:
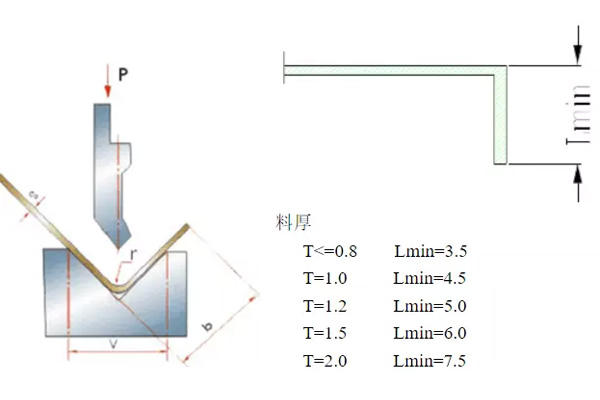
P: Buigkracht (KN)
S: De dikte van de plaat (mm)
L: De breedte van de plaat (m)
V: V-breedte van de onderste matrijs (mm) V is 6-10 keer de dikte van de plaat.
Wanneer u het tonnage van de kantpers berekent, heeft u vooral twee manieren: de ene is om de tonnagegrafiek van de kantpers te controleren en de andere is om de formule te gebruiken.
Uw plaat is bijvoorbeeld S = 3 mm L = 3 m, dus hoeveel ton heeft u nodig?
Eerst controleren we de tonnagegrafiek van de kantpers, wanneer S=3mm L=1m V=24mm P=250KN.
Dus, als L=3m, is het totale tonnage 250KNx3m=750KN=75Ton.
Dan proberen we de formule, =73Ton. Het resultaat is vergelijkbaar met de waarde die we uit de grafiek halen. Als de plaat van roestvrij staal is, is het totale tonnage 75Ton x2=150Ton.
Ervan uitgaande dat het dikste materiaal 1/4 inch is, vereist 10 voet vrij buigen 165 ton en vereist het buigen van de matrijs met de bodem (gecorrigeerd buigen) ten minste 600 ton. Als de meeste onderdelen anderhalve meter of korter zijn, wordt het tonnage bijna gehalveerd, wat de aanschafkosten aanzienlijk verlaagt. De lengte van het onderdeel is erg belangrijk om de specificaties van de nieuwe kantpersmachine te bepalen.
Zhongrui is de top 10 van kantpersfabrikanten in China, die professionele kennis van kantpersbuigmachines en hoogwaardige kantpersmachines te koop aanbiedt. Neem nu contact met ons op als u iets nodig heeft!
gerelateerde producten
 WILA Efficiënte oplossing voor het buigen van middelgrote en dikke platen
WILA Efficiënte oplossing voor het buigen van middelgrote en dikke platen- Canton Fair
- Hoe u buigtoelage voor uw kantpers kunt berekenen?
- Wat is kantperskrooning?
- Gebruik vaardigheden van CNC-buigmachine
- Het werkingsprincipe en de samenstelling van de CNC-persrembuigmachine:
- Hoe de geschikte matrijs van de kantpersbuigmachine te kiezen?
- Conventionele buigvolgorde en dagelijks gebruik Specificatie van buigmachinevorm:
- Waarom een compensatiesysteem toevoegen aan een kantpersbuigmachine?
- Berekening van de buigkracht tijdens vrij buigen van plaatwerkbuigmachine