1. Het buigproces begrijpen: simpele feiten

Buigtoeslag = Hoek * (T/180)*(Radius + K-factor *Dikte) Buigcompensatie = Buigtoeslag-(2 * Terugzetten)
Binnenkant terug = bruin (hoek / 2) *straal buitenkant achterkant = bruin (hoek / 2)*(straal + dikte)

1) De straal die op een gebogen onderdeel wordt verkregen, is van invloed op de lengte waarop we dat onderdeel moeten afsnijden (vóór het buigen).
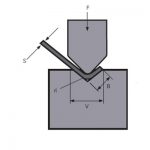
2) De straal die bij buigen wordt verkregen, hangt voor 99% af van de V-opening waarmee we werken.
Voordat we het onderdeel ontwerpen en zeker voordat we de plano's gaan snijden, MOETEN we PRECIES weten welke V-opening we zullen gebruiken om het onderdeel op de kantpers te buigen.

2. Hoe de straal van invloed is op spaties
een grotere straal zal de benen van ons onderdeel naar buiten "duwen", waardoor de indruk ontstaat dat de plano "te lang" is gesneden.
een kleinere straal vereist een plano die "iets langer" moet worden gesneden dan wanneer de straal groter zou zijn.

3. Buigtoelage

De uitgevouwen blanco's van de bovenstaande figuur zouden als volgt worden berekend:
B = 150 + 100 + 60 + BA1 + BA2
Hoe BA1 en BA2 te berekenen:
Berekening van de buigtoelage
Het gedeelte dat we van beide benen moeten verminderen als het eenmaal overlapt door plat te worden, is wat we gewoonlijk kennen als "buigtoelage" (of BA in de vergelijking).

Buigtoeslag formule
BA-formule voor bochten tot 90°

BA-formule voor bochten van 91° tot 165°

iR= Interne straal
S=dikte
Β = hoek
Π = 3,14159265….
K = K-factor
K-factor
Bij het buigen op een kantpers wordt het binnenste deel van het plaatwerk samengedrukt terwijl het buitenste deel wordt uitgeschoven.
Dit betekent dat er een deel van het vel is waar de vezels niet samengedrukt of uitgerekt zijn. We noemen dit gedeelte de 'neutrale as'.

De afstand van de binnenkant van de bocht tot de neutrale as noemen we de K-factor.
Deze waarde wordt geleverd met het materiaal dat we kopen en kan niet worden gewijzigd.
Deze waarde wordt uitgedrukt in breuken. Hoe kleiner de K-factor, hoe dichter de neutrale as bij de binnenradius van de plaat zal zijn.

K-factor = fijnafstemming
De K-factor beïnvloedt onze uitgevouwen blanco. Niet zoveel als de straal van het onderdeel, maar we kunnen het zien als fijnafstemmingsberekeningen voor blanco's.
hoe kleiner de K-factor, hoe meer materiaal wordt uitgerekt en dus “uitgeduwd”…. wat betekent dat ons been "groter" wordt.
K-factor schatten
Meestal kunnen we de K-factor schatten en aanpassen bij het verfijnen van onze blanco berekeningen.
het enige wat we hoeven te doen zijn enkele tests (op de gekozen V-opening) en de straal van het onderdeel meten.
Als u een preciezere K-factor moet bepalen, vindt u hieronder de berekening om de exacte K-factor voor uw bocht te bepalen.

K-factor: een formule

Het voorbeeld oplossen:
B = 150 + 100 + 60 +BA1 + BA2
K-factor schatting
B1: R/S=2 => K=0,8
B2: R/S=1,5 => K=0,8
Beide bochten zijn 90° of minder:

wat betekent:
B1 = 3,14 x 0,66 x (6 + ((4×0,8)/2) – 2 x 10
B1 = -4.25
B2 = 3,14 x 0,5 x (8 + ((4×0,8)/2) – 2 x 12
B2 = -8,93
daarom:
B = 150 + 100 + 60 + (-4.25) + (-8.93)
B= 296,8 mm
gerelateerde producten
 Waar zijn kantpersmatrijzen van gemaakt? Wat is kantpersgereedschap?
Waar zijn kantpersmatrijzen van gemaakt? Wat is kantpersgereedschap?- Wat is kantperskrooning?
- Hoe de tonnage van de hydraulische persremmachine te kiezen?
- Canton Fair
- WILA Efficiënte oplossing voor het buigen van middelgrote en dikke platen
- Hoe de geschikte matrijs van de kantpersbuigmachine te kiezen?
- Conventionele buigvolgorde en dagelijks gebruik Specificatie van buigmachinevorm:
- Waarom een compensatiesysteem toevoegen aan een kantpersbuigmachine?
- Gebruik vaardigheden van CNC-buigmachine
- Berekening van de buigkracht tijdens vrij buigen van plaatwerkbuigmachine